
Ausrichten von quadratischem Rohmaterial auf der 4. Achse mit der kabellosen Sonde
Dieser Artikel wird aus Archivgründen aufbewahrt, das gesamte Verfahren wurde als einzelnes Skript hinzugefügt M465.1 Befehl.
Finde heraus, welche Zahlen du verwenden musst
Berechne den Y-Achsen-Versatz für dein Rohteil, indem du die Breite des Teils in mm durch 2 teilst und dann mindestens 3 mm abziehst. Für ein 25 mm breites Teil erhältst du also 25 mm/2 = 12,5 ; 12,5 - 2 = 9,5 mm, was ich der Einfachheit halber auf 9 abrunden werde. Im Folgenden werde ich auf diesen Wert als {Y offset} verweisen und das Beispiel von 9 mm verwenden
Richte deinen Ursprung ein
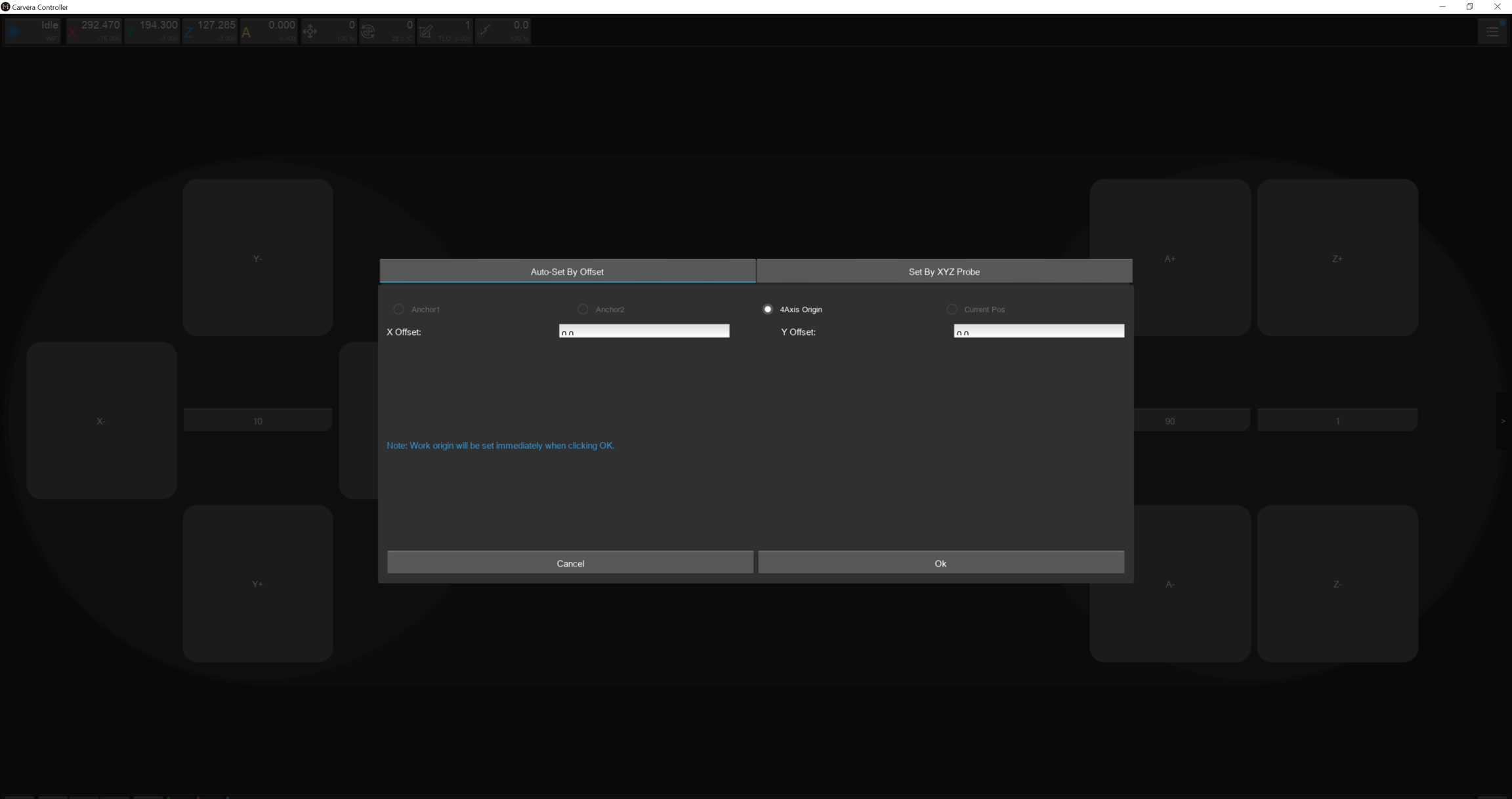
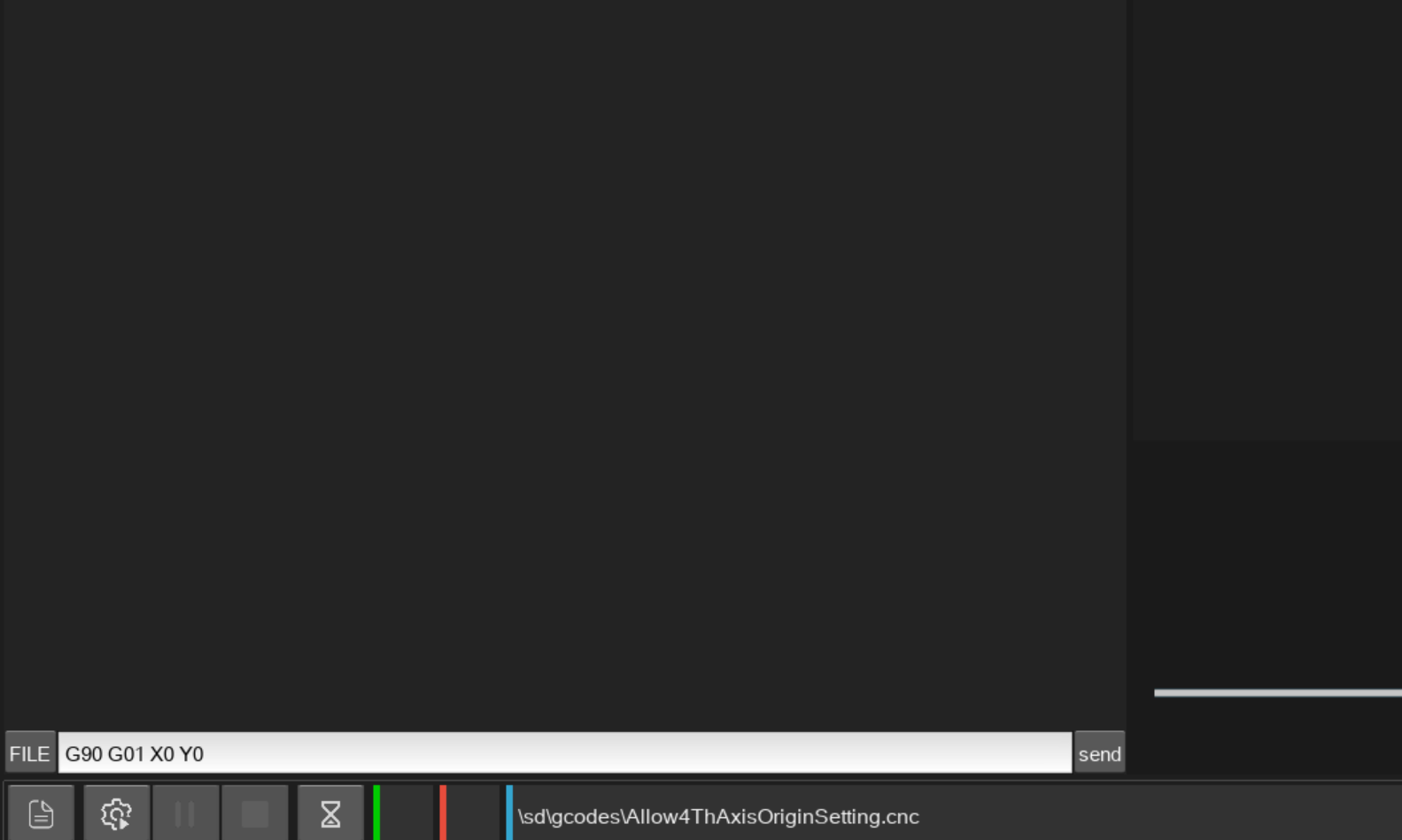
Lade die Datei Allow4ThAxisOriginSetting.cnc auf deine Maschine und wähle sie aus./knowledge-sharing/align-stock-to4-th-axis-with--probe/allow4thaxisoriginsetting.cnc Öffne die Datei, gehe zur Registerkarte manuelle Steuerung und drücke Ursprung setzen. Setze den Ursprung auf den Ursprung der 4. Achse bei 0,0 Wechsle im Werkzeug-Dropdown zum Tastkopfwerkzeug und stelle sicher, dass es kalibriert ist. Vergewissere dich, dass deine Maschine bewegungsbereit ist und lasse sie in der Sicherheits-Höhe stehen. Nun willst du deine Maschine an die Mittellinie der A-Achse ausrichten. Gehe dazu auf den Hauptbildschirm und klicke auf die Schaltfläche unten links, die MDI heißt. Dadurch öffnet sich ein Terminal. Tippe im Terminal ein G90 G01 X0 Y0
und drücke dann die Senden-Schaltfläche. Dies bewegt die Carvera so, dass sie über der Mittellinie der 4. Achse auf X und über dem Spindelstock auf Y steht
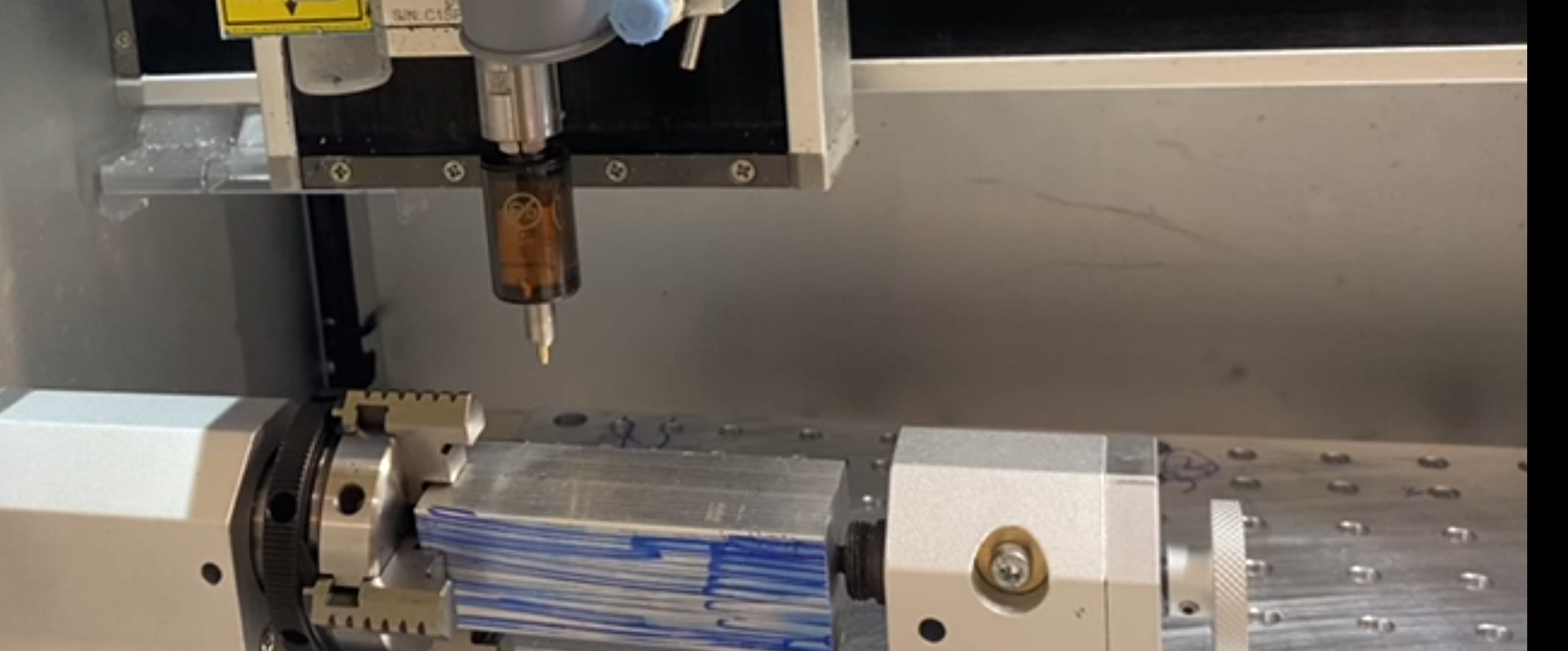
Verwende die Registerkarte manuelle Verschiebung, richte das Rohteil grob in der A-Achse so aus, dass die obere flache Fläche horizontal ist. Bewege dann Z und X, bis der Tastkopf etwa 30 mm über der Mitte des Rohlings und außerhalb des Spannfutters ist, wie im Bild unten. Der genaue Abstand über dem Rohteil ist nicht wichtig.
Abtastebefehle
Geh noch einmal ins MDI und tippe: G90 G01 X0 Y9 und drücke Senden. Dadurch wird der Tastkopf über die erste Position bewegt. Ändere Y9 auf welchen Wert dein {Y offset} Wert war
G38.2 Z-150 F100 G4 P1
Dies wird entlang der Z-Achse abtasten und stoppen, wenn es das Rohteil berührt. Schreibe in der Steuerung die aktuelle Z-Position auf. Wir nennen dies {Z1} und ich werde 2 mm für diesen Wert verwenden G91 G0 Z10
Dies bewegt sich entlang der Z-Achse nach oben weg vom Rohteil
G90 X0 Y-9
Dies bewegt den Tastkopf über die zweite Position. Ändere Y-9 auf welchen Wert dein {Y offset} Wert war mit einem vorangestellten Minuszeichen
G38.2 Z-150 F100 G4 P1
Dies wird entlang der Z-Achse abtasten und stoppen, wenn es das Rohteil berührt. Schreibe in der Steuerung die aktuelle Z-Position auf. Wir nennen dies {Z2}Dies wird entlang der Z-Achse abtasten und stoppen, wenn es das Rohteil berührt. In der Steuerung schreibe die aktuelle Z-Position auf. Für das Beispiel werde ich 1 mm für diesen Wert verwenden
Öffne einen wissenschaftlichen Taschenrechner und führe die folgende Rechnung aus.
arctan( ( {Z1} - {Z2} ) / (2* {Y offset} ))
In unserem Beispiel sehen die Werte so aus:
arctan( (2*9) / (2-1) ) = arctan(18) = 3,18 Grad.
Bewege die A-Achse und nullen
Beginne damit, deinen Tastkopf an einen sicheren Ort zu bewegen. Am einfachsten ist dies mit dem Befehl goto - clearance in der Registerkarte manuelle Steuerung.
Stelle sicher, dass die A-Achse frei drehen kann, und tippe dann folgendes ins MDI G90 A 3.18
und ersetze 3,18 durch deinen berechneten Wert. Dies sollte die A-Achse nivellieren.
Gib dann ein
G10 L20 P0 A0
und drücke Senden, um die A-Achse zu nullen (oder verwende im Achsen-Dropdown A = 0) Deskproto startet die Rohteil-Ausrichtung in der Regel so; falls du das Rohteil jedoch in einer anderen Orientierung benötigst, kannst du die manuellen Steuerungen oder G90 A {value}
im MDI verwenden, um es für deinen Vorgang auszurichten und dann erneut die A-Achse zu nullen.
Zuletzt aktualisiert