
Alinear material cuadrado en el cuarto eje con la sonda inalámbrica
Este artículo se mantiene con fines de archivo, todo el procedimiento se ha añadido como un único script M465.1 comando.
Averigua qué números necesitas usar
Calcula el desplazamiento en el eje y para tu pieza tomando el ancho de la pieza en mm, dividiéndolo por 2 y luego restando al menos 3 mm. Así que para una pieza de 25 mm de ancho obtendrías 25 mm/2 = 12,5 ; 12,5 - 2 = 9,5 mm que, por simplicidad, redondearé hacia abajo a 9. En el futuro me referiré a este valor como {Desplazamiento Y} y usaré el ejemplo de 9 mm
Configura tu origen
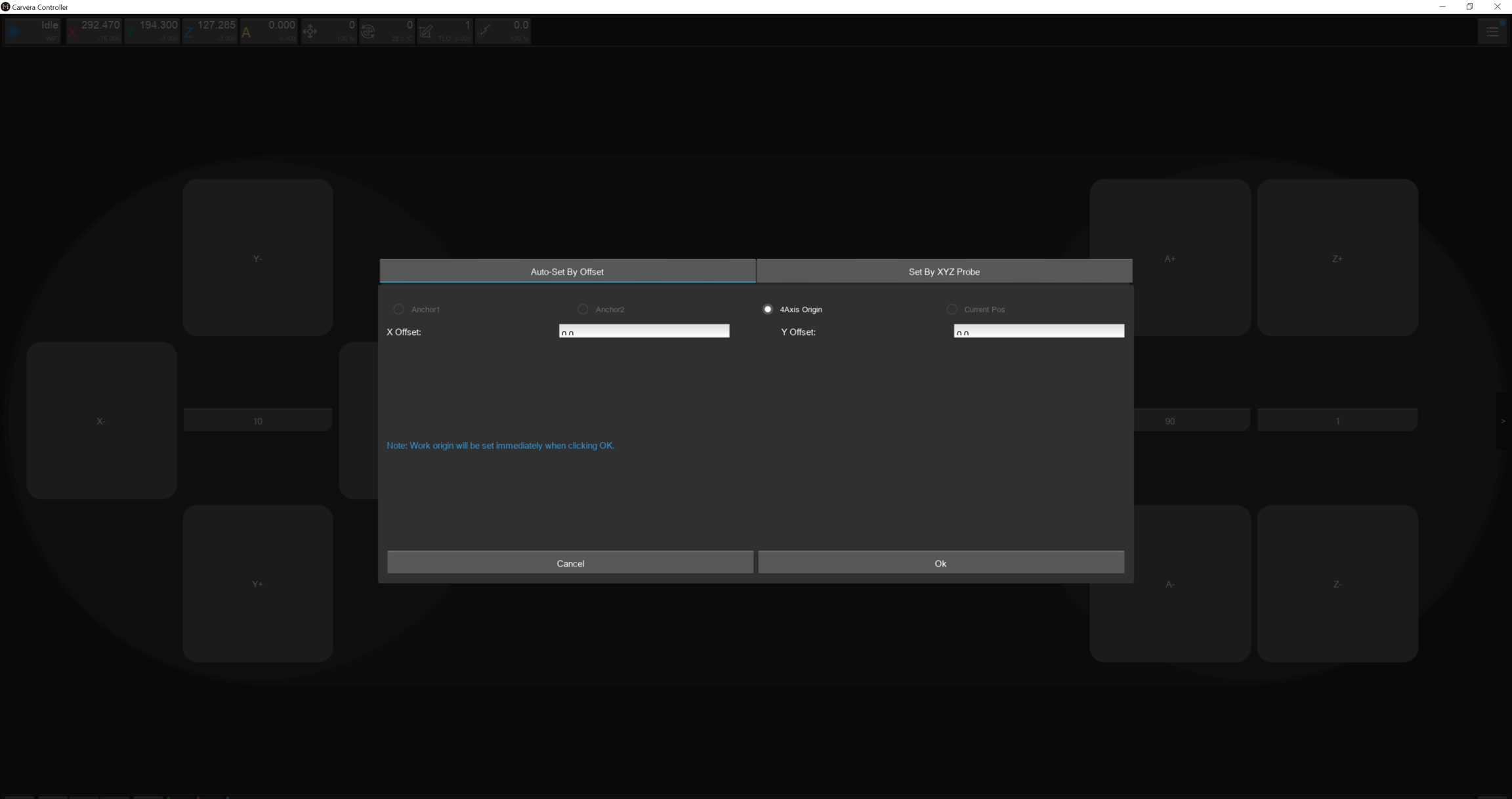
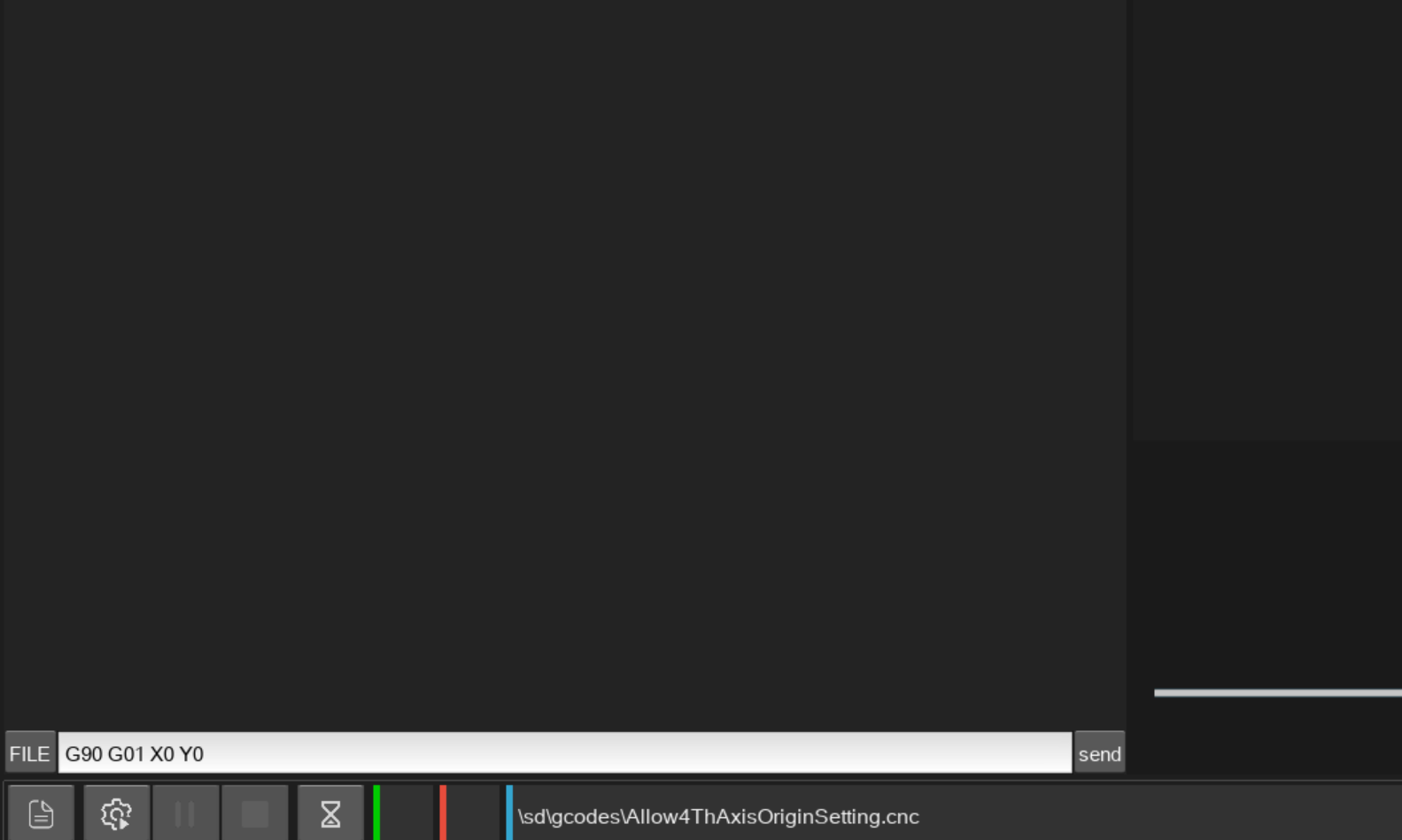
Sube el archivo Allow4ThAxisOriginSetting.cnc a tu máquina y selecciónalo./knowledge-sharing/align-stock-to4-th-axis-with--probe/allow4thaxisoriginsetting.cnc Con el archivo abierto, ve a la pestaña de control manual y presiona establecer origen. Ajusta el origen al origen del cuarto eje en 0,0 Cambia a la herramienta de sonda con el desplegable de herramientas y asegúrate de que esté calibrada. Asegúrate de que tu máquina esté lista para moverse y déjala a la altura de seguridad. Ahora quieres alinear tu máquina con la línea central del eje A. Para hacer esto, ve a la pantalla principal y haz clic en el botón en la esquina inferior izquierda que dice MDI. Esto abrirá una terminal. En la terminal escribe G90 G01 X0 Y0
y luego pulsa el botón enviar. Esto moverá la Carvera para que esté sobre la línea central del cuarto eje en X y sobre el cabezal en Y
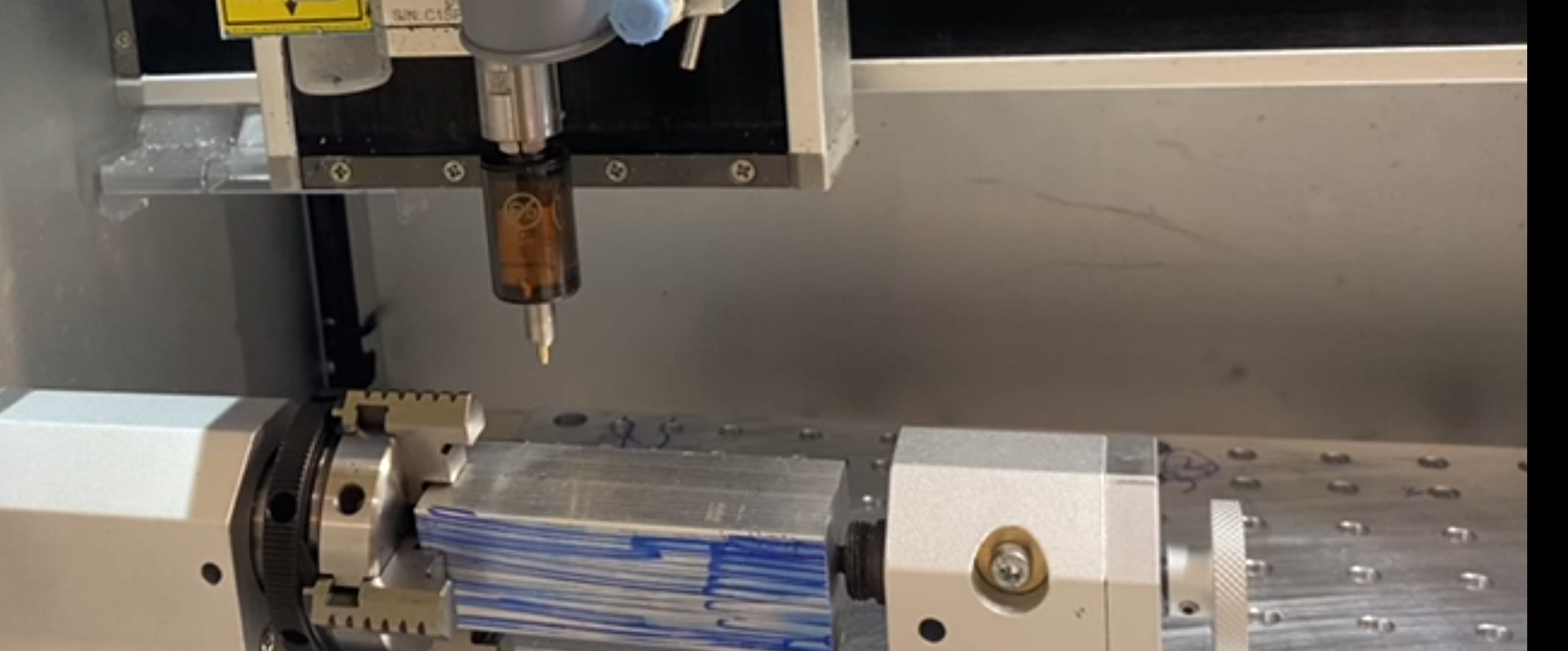
Usando la pestaña de movimiento manual, alinea aproximadamente la pieza en el eje A para que la cara superior plana esté horizontal. Luego muévete a lo largo de Z y X hasta que la sonda esté aproximadamente 30 mm sobre el centro de la pieza y despejada del mandril como en la imagen de abajo. La distancia exacta sobre la pieza no es importante.
Comandos de sondeo
De nuevo en el MDI escribe: G90 G01 X0 Y9 y pulsa enviar. Esto moverá la sonda sobre la primera posición. Cambia Y9 por el valor que {Desplazamiento Y} tenías
G38.2 Z-150 F100 G4 P1
Esto sondeará a lo largo del eje z y se detendrá cuando toque la pieza. En el controlador, anota la posición actual de Z. Llamaremos a esto {Z1} y usaré 2 mm para este valor G91 G0 Z10
Esto subirá a lo largo del eje Z alejándose de la pieza
G90 X0 Y-9
Esto moverá la sonda sobre la segunda posición. Cambia Y-9 por el valor que {Desplazamiento Y} tenías con un signo negativo delante
G38.2 Z-150 F100 G4 P1
Esto sondeará a lo largo del eje z y se detendrá cuando toque la pieza. En el controlador, anota la posición actual de Z. Llamaremos a esto {Z2}Esto sondeará a lo largo del eje z y se detendrá cuando toque la pieza. En el controlador, anota la posición actual de Z. Para el ejemplo usaré 1 mm para este valor
Abre una calculadora científica y realiza las siguientes operaciones.
arctan( ( {Z1} - {Z2} ) / (2* {Desplazamiento Y} ))
En nuestro ejemplo los valores son así:
arctan( (2*9) / (2-1) ) = arctan(18) = 3,18 grados.
Mueve el eje A y pon a cero
Empieza moviendo tu sonda a una ubicación segura. La forma más fácil de hacer esto es usar el comando ir a - clearance en la pestaña de control manual.
Asegúrate de que el eje A pueda girar libremente y luego escribe lo siguiente en el MDI G90 A 3.18
reemplazando 3,18 por el valor que hayas calculado. Esto debería nivelar el eje A.
Luego escribe
G10 L20 P0 A0
y pulsa enviar para poner a cero el eje A (o usa el desplegable de ejes A = 0) Deskproto generalmente comienza con la pieza nivelada así, sin embargo, si necesitas la pieza en una orientación diferente puedes usar los controles manuales o G90 A {valor}
en el MDI para alinearla como necesites para tu operación y luego, una vez más, poner a cero el eje A.
Última actualización