
Alignement d'un brut carré sur le 4e axe avec la sonde sans fil
Cet article est conservé à des fins d'archivage, toute la procédure a été ajoutée en tant que script unique M465.1 commande.
Déterminez quels chiffres vous devez utiliser
Calculez le décalage sur l'axe Y pour votre brut en prenant la largeur de la pièce en mm, en la divisant par 2 puis en soustrayant au moins 3 mm. Ainsi, pour une pièce de 25 mm de large vous obtenez 25 mm/2 = 12,5 ; 12,5 - 2 = 9,5 mm que, par simplicité, j'arrondirai à 9. À l'avenir, je ferai référence à cette valeur comme {Décalage Y} et j'utiliserai l'exemple de 9 mm
Configurez votre origine
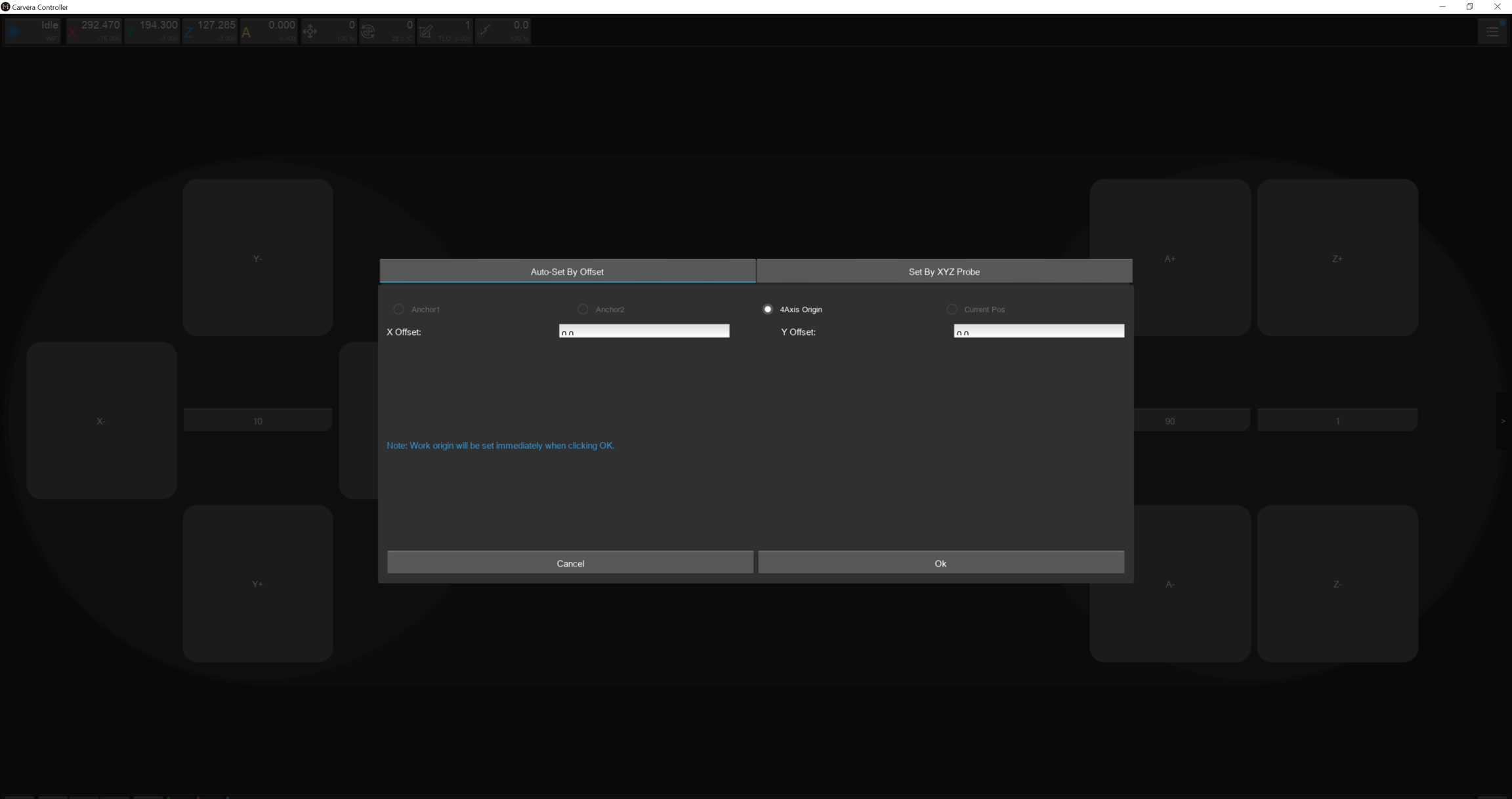
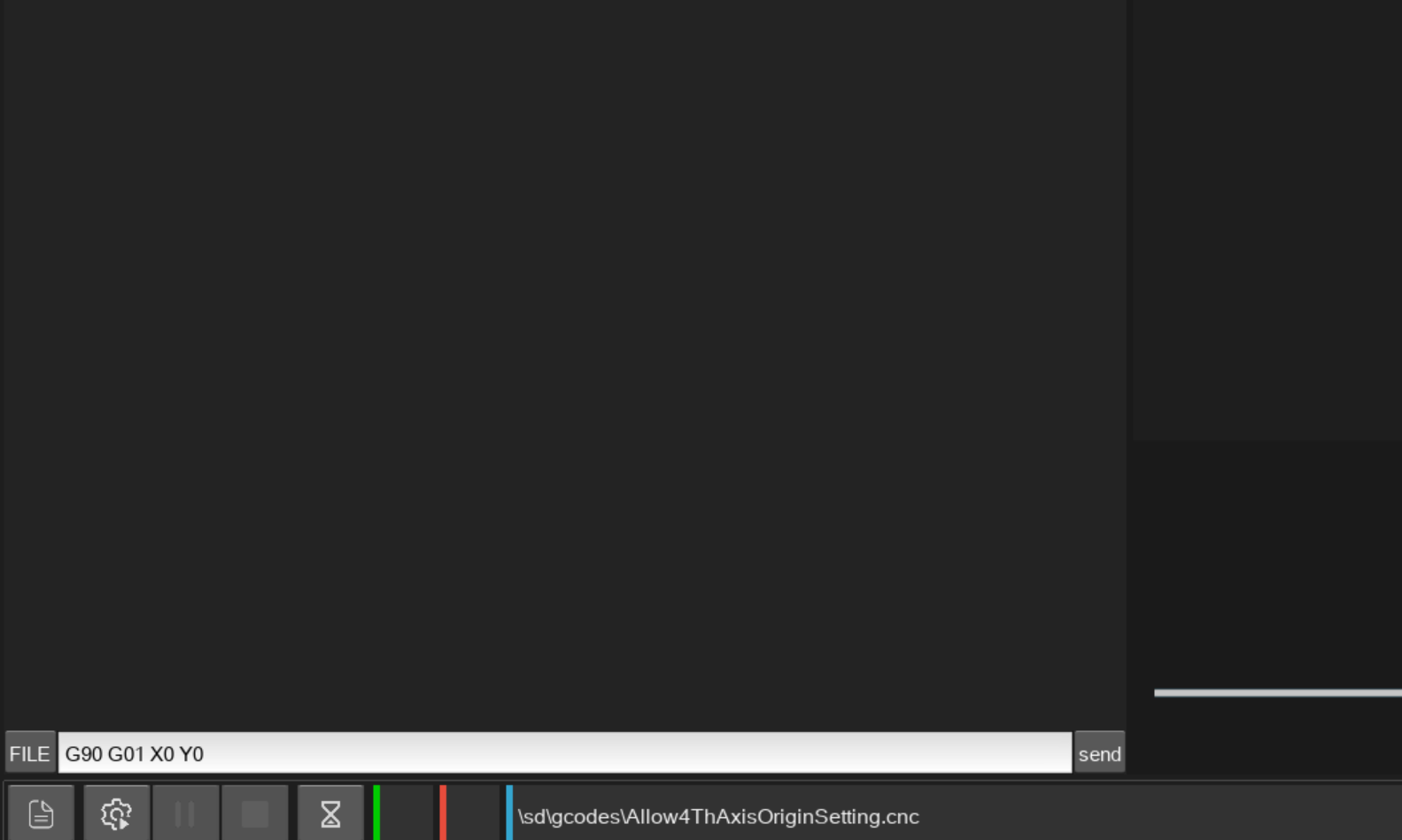
Téléversez le fichier Allow4ThAxisOriginSetting.cnc sur votre machine et sélectionnez-le./knowledge-sharing/align-stock-to4-th-axis-with--probe/allow4thaxisoriginsetting.cnc Avec le fichier ouvert, allez à l'onglet de contrôle manuel et appuyez sur définir l'origine. Définissez l'origine sur l'origine du 4e axe à 0,0 Passez à l'outil de sonde via le menu déroulant des outils et assurez-vous qu'il est calibré. Assurez-vous que votre machine est prête à bouger et laissez-la à la hauteur de dégagement. Vous voulez maintenant aligner votre machine sur la ligne centrale de l'axe A. Pour ce faire, allez à l'écran principal et cliquez sur le bouton en bas à gauche qui indique MDI. Cela ouvrira un terminal. Dans le terminal, tapez G90 G01 X0 Y0
puis appuyez sur le bouton envoyer. Cela déplacera la Carvera au-dessus de la ligne médiane du 4e axe en X et au-dessus de la broche en Y
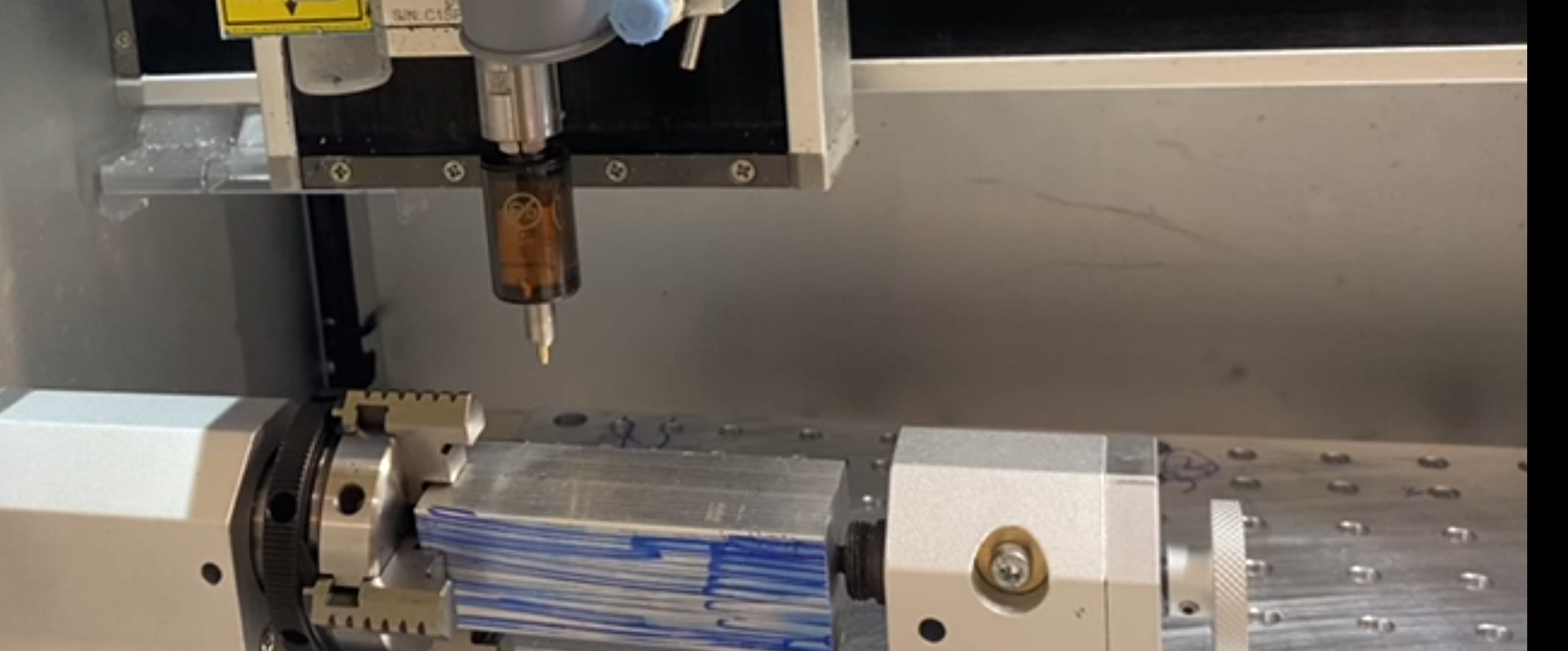
En utilisant l'onglet de déplacement manuel, alignez approximativement le brut sur l'axe A afin que la face plate supérieure soit horizontale. Ensuite déplacez-vous le long des axes Z et X jusqu'à ce que la sonde soit à environ 30 mm au-dessus du centre du brut et dégagée du mandrin comme dans l'image ci-dessous. La distance exacte au-dessus du brut n'est pas importante.
Commandes de sondage
De retour dans le MDI, tapez: G90 G01 X0 Y9 et appuyez sur envoyer. Cela déplacera la sonde au-dessus de la première position. Changez Y9 par la valeur que vous aviez {Décalage Y} valeur était
G38.2 Z-150 F100 G4 P1
Cela sondra le long de l'axe Z et s'arrêtera lorsqu'il touchera le brut. Dans le contrôleur, notez la position Z actuelle. Nous appellerons cela {Z1} et j'utiliserai 2 mm pour cette valeur G91 G0 Z10
Cela déplacera vers le haut le long de l'axe Z, à l'écart du brut
G90 X0 Y-9
Cela déplacera la sonde sur la deuxième position. Changez Y-9 par la valeur que vous aviez {Décalage Y} valeur était avec un signe moins devant
G38.2 Z-150 F100 G4 P1
Cela sondra le long de l'axe Z et s'arrêtera lorsqu'il touchera le brut. Dans le contrôleur, notez la position Z actuelle. Nous appellerons cela {Z2}Cela sondra le long de l'axe Z et s'arrêtera lorsqu'il touchera le brut. Dans le contrôleur, notez la position Z actuelle. Pour l'exemple j'utiliserai 1 mm pour cette valeur
Ouvrez une calculatrice scientifique et effectuez les calculs suivants.
arctan inverse( ( {Z1} - {Z2} ) / (2* {Décalage Y} ))
Dans notre exemple les valeurs ressemblent à ceci :
arctan inverse( (2*9) / (2-1) ) = arctan inverse(18) = 3,18 degrés.
Déplacez l'axe A et mettez-le à zéro
Commencez par déplacer votre sonde à un emplacement sûr. Le moyen le plus simple de le faire est d'utiliser la commande goto - clearance dans l'onglet de contrôle manuel.
Assurez-vous que l'axe A peut tourner librement puis tapez ce qui suit dans le MDI G90 A 3.18
en remplaçant 3,18 par la valeur que vous avez calculée. Cela devrait niveler l'axe A.
Puis tapez
G10 L20 P0 A0
et appuyez sur envoyer pour mettre l'axe A à zéro (ou utilisez le menu déroulant des axes A = 0) DeskProto commence généralement par avoir le brut nivelé ainsi, cependant, si vous avez besoin que le brut soit dans une orientation différente, vous pouvez utiliser les commandes manuelles ou G90 A {value}
dans le MDI pour l'aligner selon vos besoins pour votre opération puis une fois encore mettre l'axe A à zéro.
Mis à jour