
무선 프로브로 4축에서 사각 재료 정렬하기
이 문서는 기록 보관 목적으로 보존된 것이며, 전체 절차는 하나의 스크립트화된 M465.1 명령어.
사용해야 할 숫자를 확인하세요
재고물(스톡)의 y축 오프셋은 부품의 폭(mm)을 2로 나눈 다음 최소 3mm를 빼서 계산하세요. 예를 들어 폭이 25mm인 부품의 경우 25mm/2 = 12.5 ; 12.5 - 2 = 9.5mm가 되며, 간단히 하기 위해 9로 내림하겠습니다. 이 값을 앞으로 {Y offset} 라고 부르며 예시로 9mm를 사용하겠습니다
원점 설정
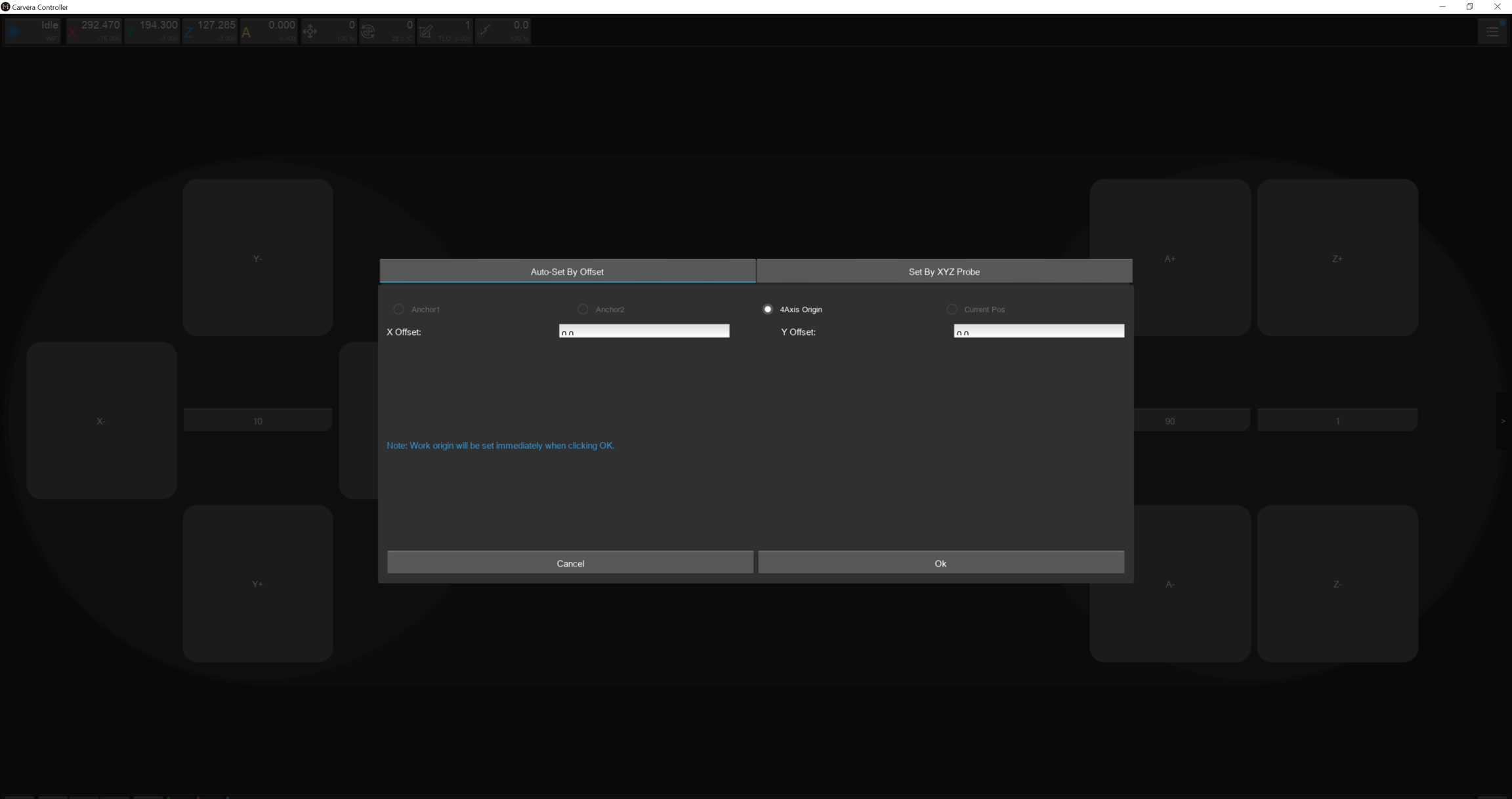
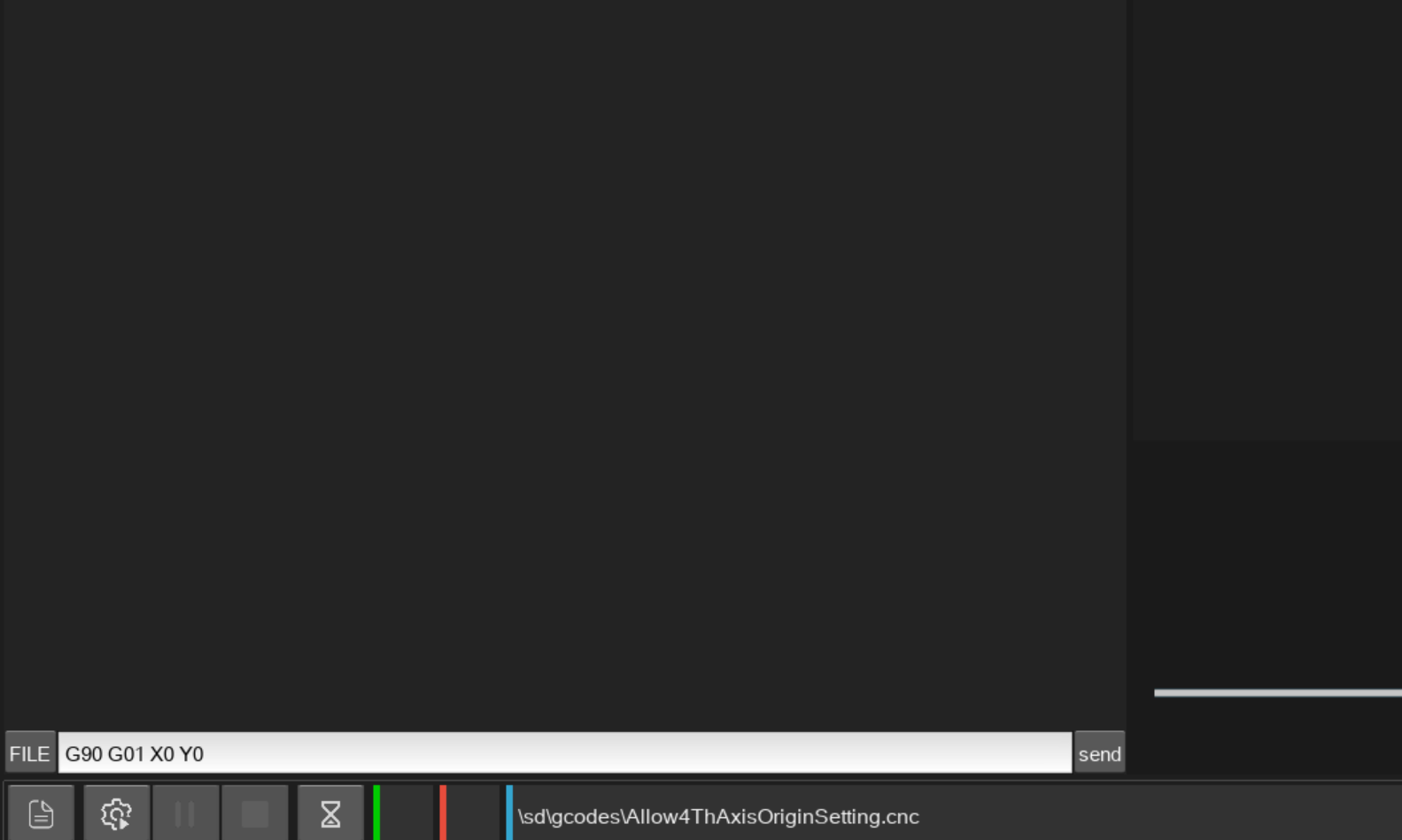
Allow4ThAxisOriginSetting.cnc 파일을 기계에 업로드하고 선택하세요./knowledge-sharing/align-stock-to4-th-axis-with--probe/allow4thaxisoriginsetting.cnc 파일을 연 상태에서 수동 제어 탭으로 가서 '원점 설정'을 누르세요. 원점을 4번째 축(4th axis) 원점인 0,0으로 설정합니다. 도구 드롭다운에서 프로브 도구로 전환하고 교정되어 있는지 확인하세요. 기계가 이동할 준비가 되었는지 확인하고 이격 높이에 두세요. 이제 기계를 A축의 중심선에 정렬해야 합니다. 이를 위해 메인 화면으로 가서 왼쪽 아래에 있는 MDI 버튼을 클릭하세요. 그러면 터미널이 열립니다. 터미널에 다음을 입력하세요 G90 G01 X0 Y0
그리고 전송 버튼을 누르세요. 그러면 카베라가 X에서 4번째 축의 중심선 위로, Y에서 헤드스톡 위로 이동합니다
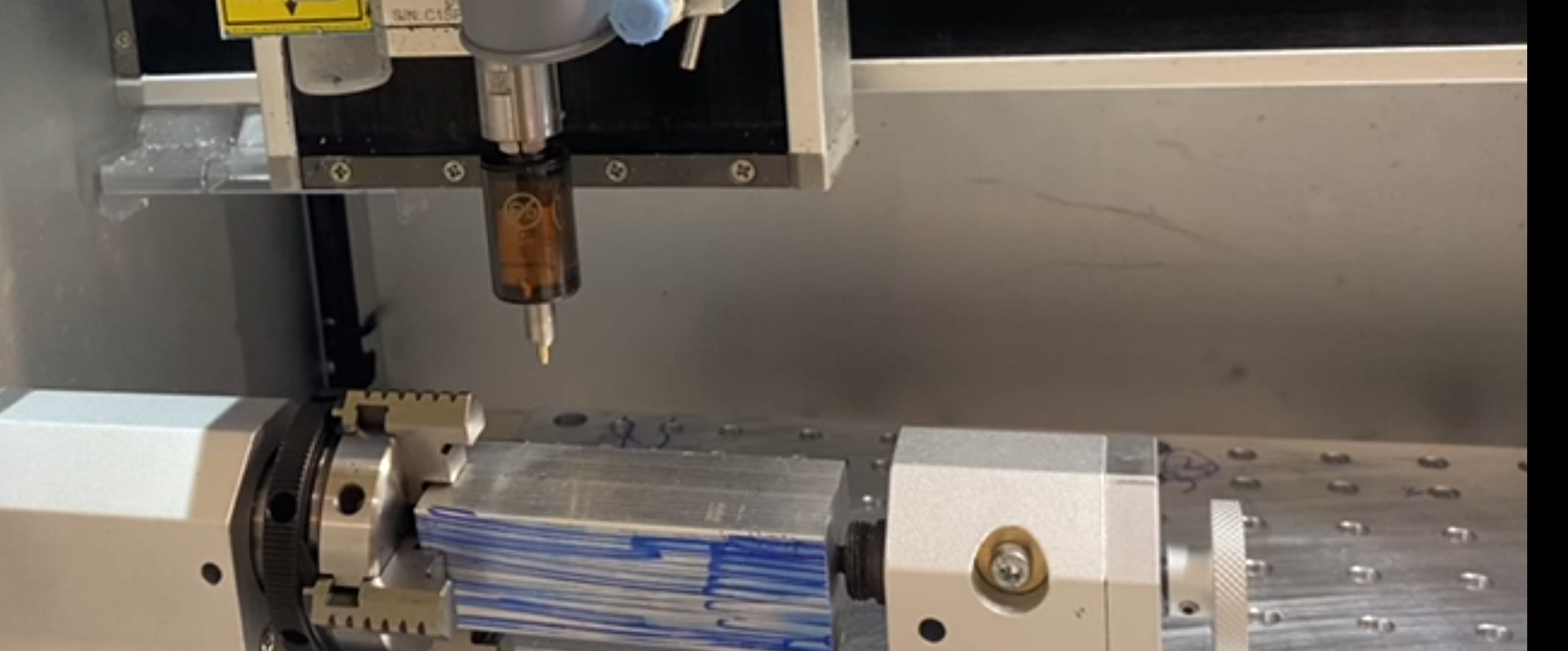
수동 이동 탭을 사용해 스톡의 상단 평면이 수평이 되도록 A축에서 스톡을 대충 정렬하세요. 그런 다음 Z와 X를 따라 이동하여 프로브가 스톡의 중심에서 약 30mm 위이고 척에서 벗어나도록 위치시킵니다(아래 이미지와 유사). 스톡 위의 정확한 거리는 중요하지 않습니다.
프로빙 명령
다시 MDI로 가서 다음을 입력하세요: G90 G01 X0 Y9 그리고 전송을 누르세요. 그러면 프로브가 첫 번째 위치 위로 이동합니다. Y9는 당신의 {Y offset} 값이었습니다
G38.2 Z-150 F100 G4 P1
이 명령은 Z축을 따라 프로빙하여 스톡에 닿으면 멈춥니다. 컨트롤러에서 현재 Z 위치를 기록하세요. 이를 {Z1} 라고 하며 이 값으로 저는 2mm를 사용하겠습니다 G91 G0 Z10
이 명령은 Z축을 따라 스톡에서 멀어지도록 위로 이동합니다
G90 X0 Y-9
이 명령은 프로브를 두 번째 위치 위로 이동시킵니다. Y-9은 당신의 {Y offset} 값이었고 앞에 마이너스 기호를 붙인 것입니다
G38.2 Z-150 F100 G4 P1
이 명령은 Z축을 따라 프로빙하여 스톡에 닿으면 멈춥니다. 컨트롤러에서 현재 Z 위치를 기록하세요. 이를 {Z2}이 명령은 Z축을 따라 프로빙하여 스톡에 닿으면 멈춥니다. 컨트롤러에서 현재 Z 위치를 기록하세요. 예시에서는 이 값으로 1mm를 사용하겠습니다
과학용 계산기를 열고 다음 수식을 계산하세요.
아크탄젠트( ( {Z1} - {Z2} ) / (2* {Y offset} ))
예시에서 값은 다음과 같습니다:
아크탄젠트( (2*9) / (2-1) ) = 아크탄젠트(18) = 3.18도.
A축 이동 및 영점 설정
먼저 프로브를 안전한 위치로 이동하세요. 가장 쉬운 방법은 수동 제어 탭에서 goto - clearance 명령을 사용하는 것입니다.
A축이 회전할 수 있게 비어 있는지 확인한 다음 MDI에 다음을 입력하세요 G90 A 3.18
3.18을 계산한 값으로 바꾸세요. 이로써 A축이 수평이 되어야 합니다.
그런 다음 다음을 입력하세요
G10 L20 P0 A0
그리고 전송을 눌러 A축을 영점으로 설정하세요(또는 축 드롭다운에서 A = 0을 사용). DeskProto는 일반적으로 스톡을 이렇게 수평 시작으로 설정하지만, 스톡을 다른 방향으로 놓아야 하는 경우 수동 제어를 사용하거나 G90 A {value}
를 MDI에 입력하여 작업에 맞게 정렬한 후 다시 A축을 영점으로 설정하세요.
마지막 업데이트