
Выравнивание квадратного заготовки на 4-й оси с помощью беспроводного зонда
Эта статья сохранена в архивах, вся процедура добавлена как единый скриптовый M465.1 команда.
Выясните, какие числа вам нужно использовать
Вычислите сдвиг по оси Y для вашего заготовки, взяв ширину детали в мм, разделив на 2 и затем вычтя как минимум 3 мм. Таким образом, для детали шириной 25 мм вы получите 25 мм/2 = 12,5 ; 12,5 - 2 = 9,5 мм, что для простоты я округлю вниз до 9. В дальнейшем я буду ссылаться на это значение как {Y offset} и буду использовать пример 9 мм
Установите ваш ноль
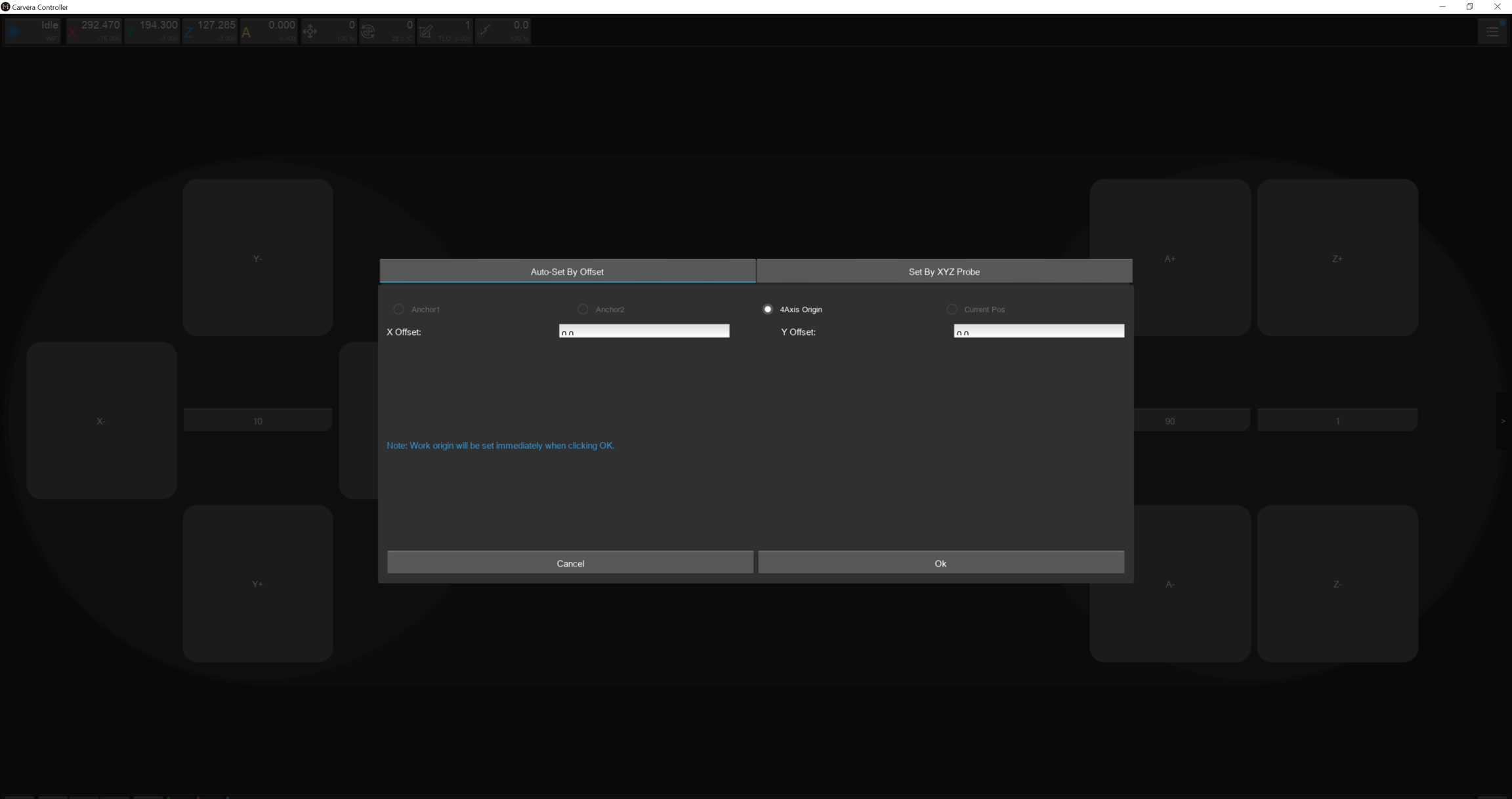
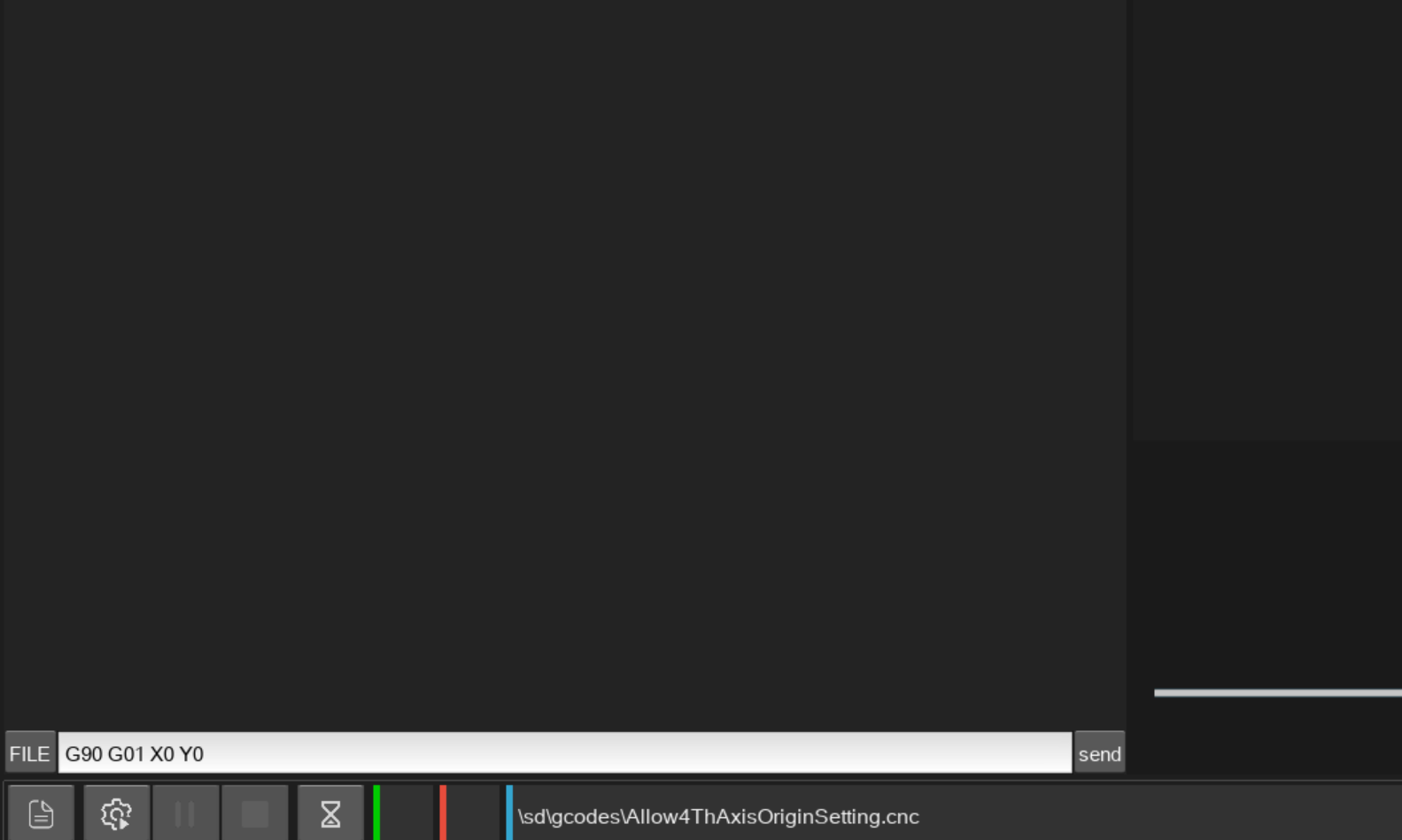
Загрузите файл Allow4ThAxisOriginSetting.cnc на вашу машину и выберите его./knowledge-sharing/align-stock-to4-th-axis-with--probe/allow4thaxisoriginsetting.cnc С открытым файлом перейдите на вкладку ручного управления и нажмите «установить ноль». Установите ноль в положение нуля 4-й оси на 0,0 Переключитесь на инструмент пробирования через выпадающий список инструментов и убедитесь, что он калиброван. Убедитесь, что ваша машина готова к перемещению, и оставьте её на высоте безопасного зазора. Теперь вы хотите выровнять машину по центральной линии оси A. Для этого перейдите на главный экран и нажмите кнопку внизу слева с надписью MDI. Откроется терминал. В терминале введите G90 G01 X0 Y0
и затем нажмите кнопку отправки. Это переместит каретку над центральной линией 4-й оси по X и над шпинделем по Y
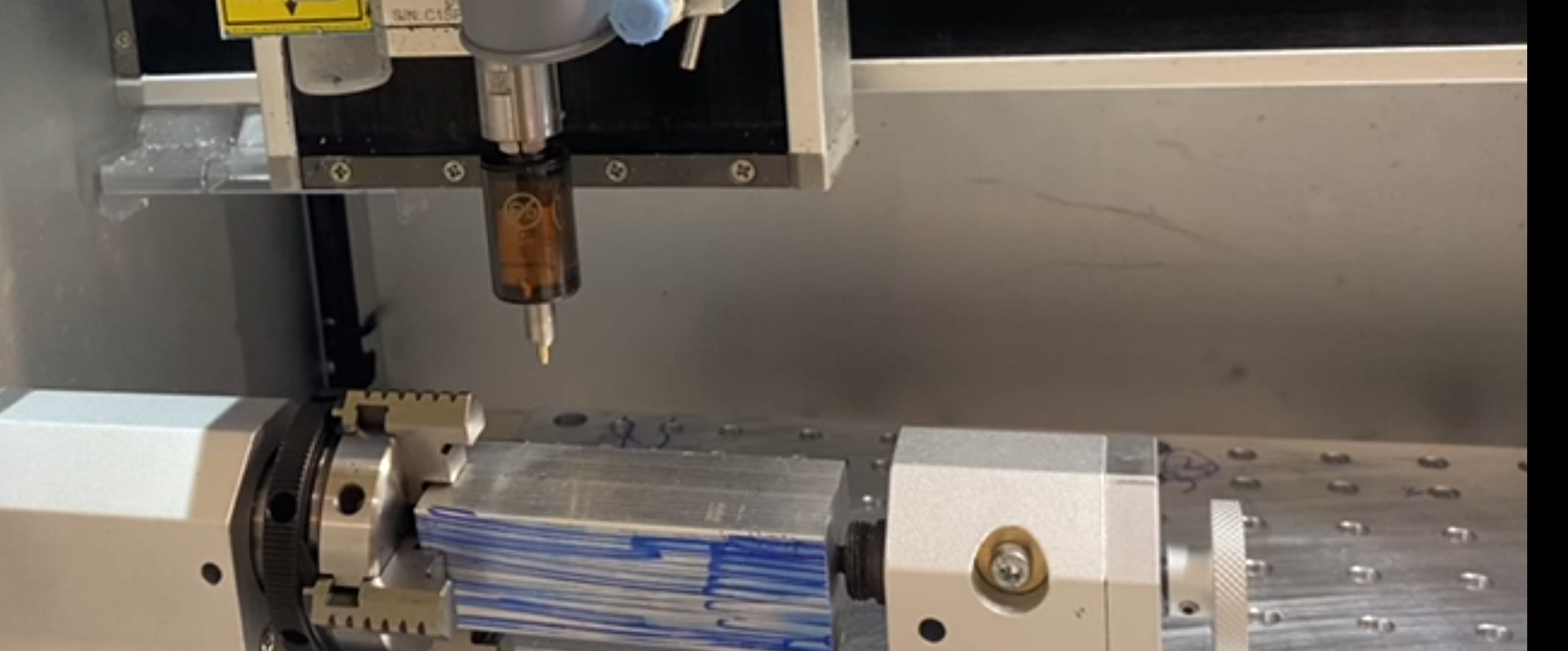
Используя вкладку ручного перемещения, грубо выровняйте заготовку по оси A так, чтобы верхняя плоская грань была горизонтальной. Затем переместитесь по Z и X, пока зонд не окажется примерно в 30 мм над центром заготовки и вне патрона, как на изображении ниже. Точное расстояние над заготовкой не критично.
Команды пробирования
Снова в MDI введите: G90 G01 X0 Y9 и нажмите отправить. Это переместит зонд над первой позицией. Замените Y9 на то, какое у вас было {Y offset} значение
G38.2 Z-150 F100 G4 P1
Это будет пробировать вдоль оси Z и остановится, когда коснется заготовки. В контроллере запишите текущую позицию Z. Мы будем называть это {Z1} и я буду использовать для этого значения 2 мм G91 G0 Z10
Это переместится вверх по оси Z, вдали от заготовки
G90 X0 Y-9
Это переместит зонд над второй позицией. Замените Y-9 на то, какое у вас было {Y offset} значение с минусом перед ним
G38.2 Z-150 F100 G4 P1
Это будет пробировать вдоль оси Z и остановится, когда коснется заготовки. В контроллере запишите текущую позицию Z. Мы будем называть это {Z2}Это будет пробировать вдоль оси Z и остановится, когда коснется заготовки. В контроллере запишите текущую позицию Z. В примере я использую для этого значения 1 мм
Откройте научный калькулятор и выполните следующие вычисления.
арктангенс( ( {Z1} - {Z2} ) / (2* {Y offset} ))
В нашем примере значения выглядят так:
арктангенс( (2*9) / (2-1) ) = арктангенс(18) = 3.18 градуса.
Переместите ось A и занулите
Начните с перемещения зонда в безопасное место. Самый простой способ сделать это — использовать команду goto - clearance на вкладке ручного управления.
Убедитесь, что ось A свободна для вращения, затем введите следующее в MDI G90 A 3.18
заменив 3.18 на ваше рассчитанное значение. Это должно выровнять ось A.
Затем введите
G10 L20 P0 A0
и нажмите отправить, чтобы занулить ось A (или используйте выпадающий список осей A = 0) Как правило, Deskproto по умолчанию ставит заготовку в такое положение, однако если вам нужна заготовка в другой ориентации, вы можете использовать ручное управление или G90 A {value}
в MDI, чтобы выровнять её так, как нужно для вашей операции, и затем снова занулить ось A.
Последнее обновление